IC厌氧反应器 高效厌氧生物处理的革新力量
厌氧反应器,作为有机废水处理领域的核心技术之一,历经数十年发展,已从简单的消化池演变为一系列高效、紧凑的工业化装置。在众多先进厌氧工艺中,IC(Internal Circulation,内循环)厌氧反应器以其卓越的处理效率、紧凑的结构和稳定的运行表现,成为高浓度有机废水预处理与资源回收的明星技术。
一、IC厌氧反应器的技术原理与结构特点
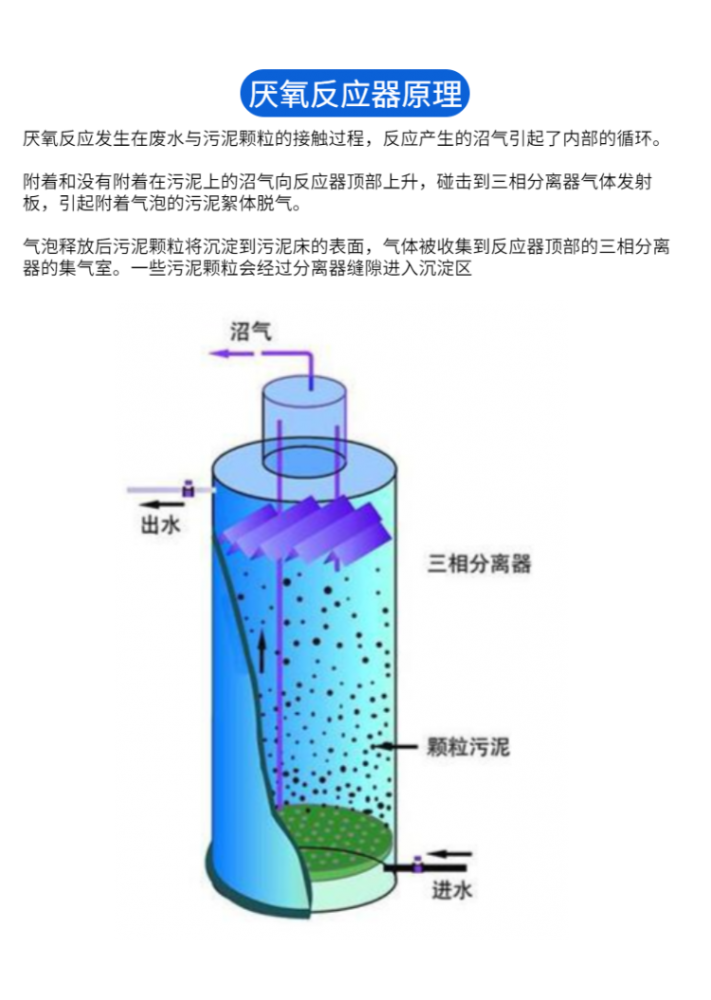
IC厌氧反应器可以视作UASB(上流式厌氧污泥床)反应器的升级与强化版。其核心设计思想是通过内部独特的两级三相分离器与沼气提升系统,在反应器内部实现高效的液体与生物质循环。
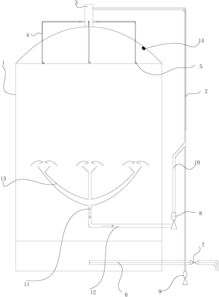
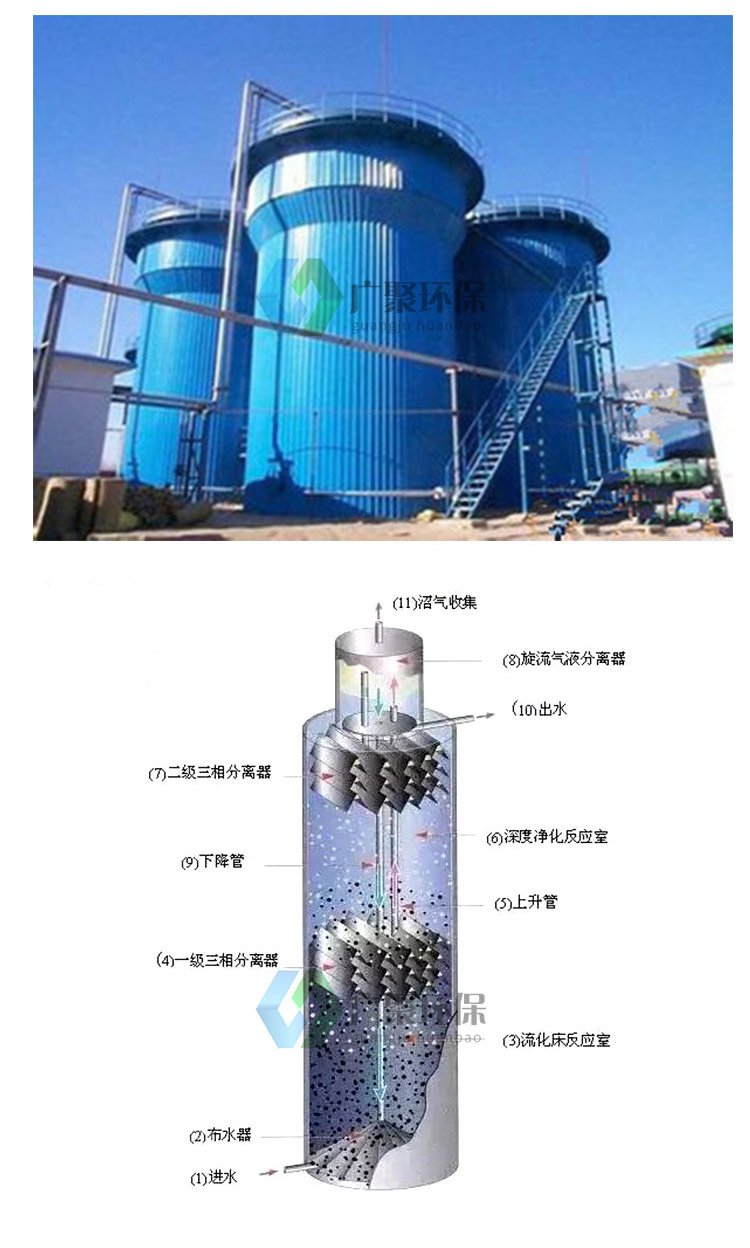
反应器通常为高大的立式圆柱塔,自下而上主要分为四个功能区:
- 混合区/布水区:废水由此进入,与来自反应区上部的循环液充分混合,确保进料均匀并稀释毒性物质。
- 第一反应区(底部):此区域污泥浓度极高,大部分有机物(约70-80%)在此被快速降解为沼气(主要成分为甲烷和二氧化碳),产生大量上升气体。
- 内循环系统:这是IC反应器的“心脏”。第一反应区产生的沼气被顶部的第一级三相分离器收集。收集的沼气通过独立的“沼气提升管”将混合液(富含污泥)从反应器顶部抽吸并压回底部的混合区,形成强劲的内循环流。这一过程无需外部动力,完全依靠沼气自身的能量驱动。
- 第二反应区(上部)与精处理区:经过第一级处理的废水进入上部反应区,进行更彻底的精处理。随后通过第二级三相分离器实现气、液、泥的最终分离,净化后的水从顶部排出,颗粒污泥则沉降返回反应区。
二、IC厌氧反应器的核心优势
与传统的UASB等厌氧反应器相比,IC反应器展现出多方面的显著优势:
- 极高的容积负荷:凭借强大的内循环带来的优异传质效果和极高的上升流速(可达10-20 m/h),其容积负荷通常是UASB的2-4倍,可高达20-35 kg COD/(m³·d),极大减少了反应器容积和占地面积。
- 出色的抗冲击负荷能力:内循环能迅速稀释高浓度或有毒性的进水,缓冲pH值和温度波动,使系统运行更为稳定。
- 启动快,运行稳定:反应器内能维持极高的污泥浓度(可达30-50 g/L),且污泥颗粒化程度好、活性高,启动周期相对较短,长期运行稳定性好。
- 节能与资源回收:处理过程几乎无需外部搅拌或循环动力(主要依靠沼气能),同时产生大量可利用的沼气能源,实现了“以废治废、变废为宝”的绿色理念。
- 占地面积小:由于负荷高,处理相同水量所需的反应器体积更小,特别适用于土地资源紧张的地区。
三、应用领域与挑战
IC厌氧反应器广泛应用于处理高浓度、易降解的有机废水,典型行业包括:
- 食品饮料工业:啤酒、淀粉、酒精、柠檬酸、乳制品废水。
- 造纸与制浆工业:制浆中段废水、纸机白水。
- 生物化工与制药工业:发酵废水、部分化工合成废水。
IC反应器并非万能。其投资成本相对较高,系统构造和控制较为复杂。对于难降解、含高浓度悬浮物或含有毒抑制物的废水,需要进行充分的预处理或谨慎评估其适用性。冬季低温环境可能影响其处理效率,有时需要保温或加热措施。
四、未来展望
随着全球对节能减排和资源循环利用的日益重视,以IC反应器为代表的高效厌氧技术将持续发挥关键作用。未来的发展将更加注重:
- 工艺的优化与耦合,如与好氧工艺、膜技术的深度组合,形成更完善的处理系统。
- 智能控制与在线监测技术的应用,实现更精准的过程控制和故障预警。
- 拓展其在更多复杂废水(如垃圾渗滤液、部分化工废水)处理中的应用潜力。
IC厌氧反应器是现代厌氧生物技术发展的重要里程碑。它不仅是处理高浓度有机废水的利器,更是连接污染治理与清洁能源生产的绿色桥梁,在推动工业可持续发展和实现“双碳”目标的道路上,正扮演着越来越重要的角色。
如若转载,请注明出处:http://www.zkdsylv.com/product/8.html
更新时间:2026-06-18 06:25:37