厌氧反应器 厌氧反应塔的原理与应用
厌氧反应器,特别是厌氧反应塔,是现代废水处理和有机废物资源化利用的核心技术之一。作为一种高效的生物处理设备,它通过厌氧微生物在无氧条件下分解有机物质,产生沼气(主要成分为甲烷和二氧化碳),同时实现污染物的去除与能源的回收。
一、厌氧反应器与厌氧反应塔的基本原理
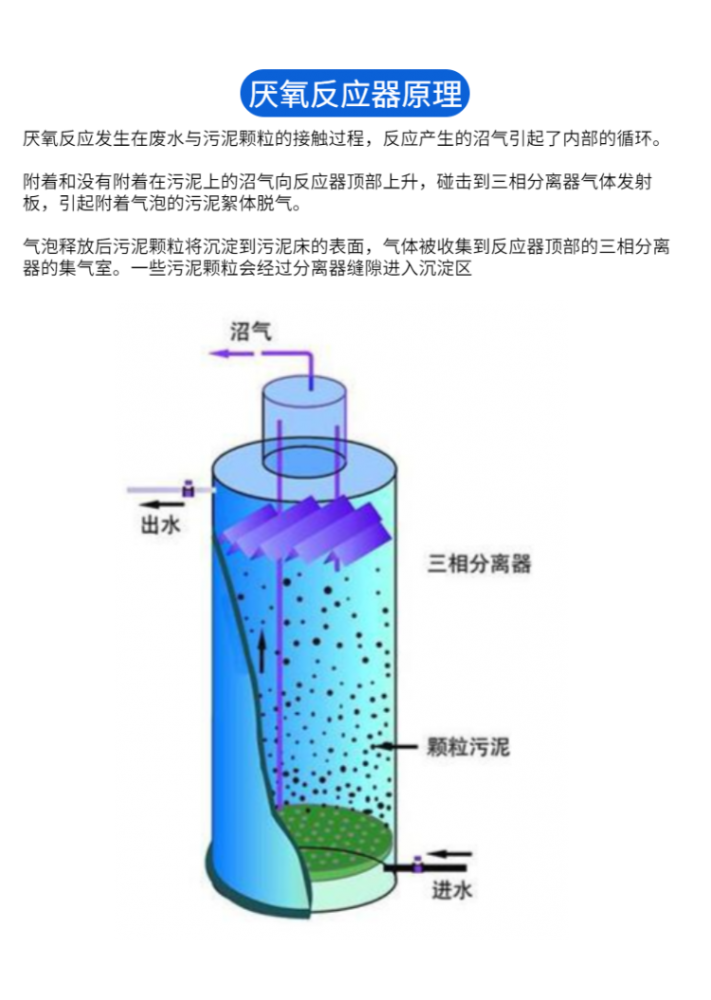
厌氧反应器泛指在无氧环境中利用厌氧微生物进行生化反应的装置。而厌氧反应塔通常指结构上为塔式、具有较高高度的厌氧反应器,如升流式厌氧污泥床(UASB)反应器、厌氧内循环(IC)反应器等典型形式。其核心原理是:废水或有机废物从反应器底部进入,与内部富集的厌氧微生物(如产酸菌和产甲烷菌)充分接触。在厌氧条件下,复杂的有机物首先被水解和酸化,转化为挥发性脂肪酸等中间产物,最终由产甲烷菌将其转化为沼气。整个过程无需曝气,能耗低,且能产生可再生能源。
二、厌氧反应塔的主要类型与特点
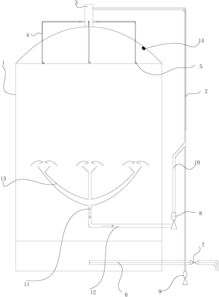
- 升流式厌氧污泥床(UASB)反应器:这是应用最广泛的厌氧反应塔之一。废水自下而上通过反应器,污泥在底部形成高浓度的颗粒污泥床,具有良好的沉降性和活性。反应器上部设有三相分离器,能有效分离沼气、污泥和处理后的出水。UASB反应器结构相对简单,处理效率高,适用于中高浓度有机废水。
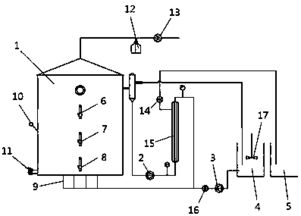
- 厌氧内循环(IC)反应器:可视为UASB的升级版,采用双层结构,通过内部沼气提升实现强内循环,增强了传质效果和抗冲击负荷能力。IC反应器占地面积更小,处理负荷更高,尤其适合处理高浓度有机废水,如啤酒、造纸等行业废水。
- 厌氧膨胀颗粒污泥床(EGSB)反应器:通过更高的上流速度使颗粒污泥床部分膨胀,改善了废水与污泥的接触,适用于低温和低浓度废水处理。
这些厌氧反应塔的共同特点是:有机负荷高、污泥产量低、能耗少,并能产生沼气作为能源副产品,体现了“变废为宝”的可持续理念。
三、厌氧反应塔的应用领域
厌氧反应塔广泛应用于工业废水处理(如食品加工、酿酒、制药、造纸、化工等行业)、城市污水处理厂的污泥消化、农业有机废物(如畜禽粪便)处理以及垃圾渗滤液处理等领域。它不仅有效降低了废水中的化学需氧量(COD)和生物需氧量(BOD),减少了后续好氧处理的负担,而且产生的沼气可用于发电或供热,降低了运行成本,甚至创造经济效益。
四、运行管理与挑战
为确保厌氧反应塔高效稳定运行,需关注几个关键因素:
- 温度控制:中温(30-38°C)或高温(50-55°C)条件最适宜厌氧微生物活动,需通过加热维持温度稳定。
- pH值调节:厌氧过程尤其是产甲烷阶段对pH敏感,最佳范围为6.5-7.5,需防止酸化。
- 营养平衡:提供足够的氮、磷等营养物质,并注意碳氮比(C/N)。
- 毒性物质抑制:避免重金属、硫化物、氨氮等抑制物质浓度过高。
挑战主要包括启动时间较长(需培养颗粒污泥)、对低浓度废水处理效果有限、以及可能产生硫化氢等恶臭气体。但随着技术进步,如与好氧工艺组合、优化反应器设计等,这些挑战正逐步被克服。
五、未来展望
在全球推动碳中和与循环经济的背景下,厌氧反应塔作为能源回收型环境技术的地位日益凸显。未来发展趋势包括:开发高效低耗的新型反应器、优化微生物菌群以提高甲烷产率、集成智能化监控系统实现精准控制,以及拓展在餐厨垃圾、藻类生物质等新兴领域的应用。通过持续创新,厌氧反应器将在环境保护与资源再生中发挥更大作用。
厌氧反应塔是厌氧生物处理技术的杰出代表,它将废物处理与能源生产有机结合,为解决水污染和能源短缺问题提供了切实可行的绿色方案。
如若转载,请注明出处:http://www.zkdsylv.com/product/20.html
更新时间:2026-06-18 22:11:56