UASB厌氧反应器的工作原理及其在废水处理中的应用

UASB(Upflow Anaerobic Sludge Blanket,升流式厌氧污泥床)反应器是一种高效的厌氧生物处理技术,广泛应用于工业废水和生活污水的处理。其独特的设计和运行机制使其在处理高浓度有机废水方面具有显著优势。下面将详细介绍UASB反应器的工作原理、结构特点及其应用。
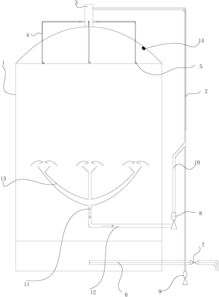
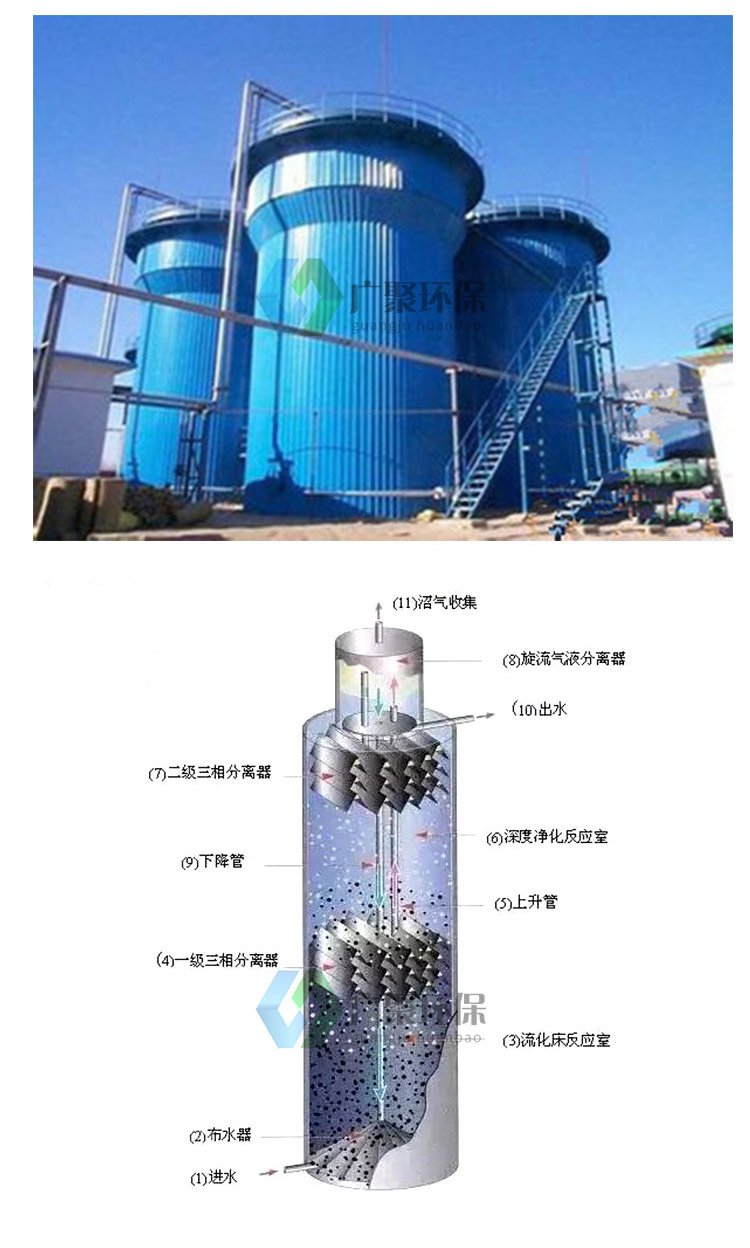
一、UASB反应器的结构组成
UASB反应器主要由以下几部分构成:
- 反应区:位于反应器底部,是废水与厌氧污泥接触并发生生化反应的主要区域。污泥在此形成高浓度的颗粒污泥或絮状污泥。
- 污泥床:由厌氧微生物聚集形成的污泥层,具有极高的生物活性,能够高效降解有机物。
- 三相分离器:位于反应器顶部,用于分离产生的沼气、处理后的水和污泥颗粒。其设计确保污泥不会随出水流失,同时沼气能被有效收集。
- 进水系统:均匀分布废水进入反应器底部,确保废水与污泥充分接触。
- 沼气收集系统:收集反应过程中产生的沼气,通常用于能源回收。
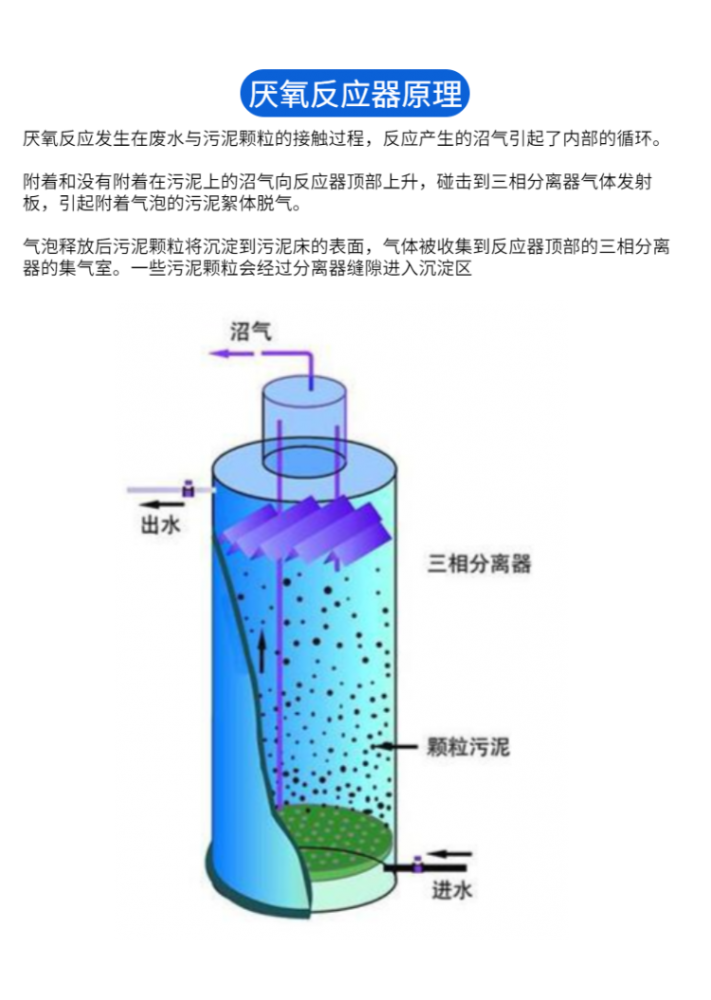
二、UASB反应器的工作原理
UASB反应器的工作原理基于厌氧生物降解过程,具体步骤如下:
- 废水升流进入:废水从反应器底部泵入,通过进水系统均匀上升,流经污泥床。
- 有机物降解:废水中的有机物在厌氧条件下被污泥中的微生物(如产酸菌和产甲烷菌)分解。这一过程分为水解、酸化、乙酸化和甲烷化四个阶段,最终将有机物转化为沼气(主要成分为甲烷和二氧化碳)。
- 三相分离:废水、污泥和沼气在上升过程中进入三相分离器。沼气被收集到顶部的气体收集系统;污泥颗粒因重力沉降返回反应区,维持高污泥浓度;处理后的水则从出水口排出。
- 污泥保留:UASB反应器的核心优势在于其能够保留高浓度污泥(通常可达10-40 g/L),无需额外的污泥回流系统,从而提高了处理效率和稳定性。
三、UASB反应器的特点与优势
- 高效处理能力:由于污泥浓度高,UASB反应器对高浓度有机废水(如食品加工、酿酒、造纸废水)的处理效果显著,有机负荷可达10-20 kg COD/m³·天。
- 能源回收:产生的沼气可作为清洁能源利用,减少运行成本。
- 低污泥产量:厌氧过程产生的剩余污泥量较少,降低了污泥处理费用。
- 结构简单、运行稳定:无需机械搅拌,能耗低,且耐冲击负荷能力强。
四、应用与注意事项
UASB反应器已成功应用于多个行业,如酿酒、制糖、制药和化工废水处理。其运行需注意以下要点:
- 温度控制:厌氧反应对温度敏感,中温(30-40°C)条件下效率最高。
- pH值调节:反应器内pH应维持在6.5-7.5,以避免抑制微生物活性。
- 进水水质:需控制有毒物质(如重金属、硫化物)浓度,防止微生物中毒。
UASB厌氧反应器通过其独特的升流式设计和三相分离机制,实现了高效、节能的废水处理。随着环保要求的提高,这项技术在未来将继续发挥重要作用,推动可持续水处理的发展。
如若转载,请注明出处:http://www.zkdsylv.com/product/15.html
更新时间:2026-06-18 08:54:45